Dusty Jobs Issue 7 is the third quarter of the year. Check out the articles! Charlie is back with an article about food, and we interview one of our welders, Richard Matters. If you would like a printed hard copy of this issue of the quarterly newsletter, contact your Imperial System Sales Rep.
Click the cover to download and print the newsletter.
By now, if you deal with combustible dust in your facility, you have probably heard about NFPA 652, the new Standard on the Fundamentals of Combustible Dust. According to this new standard, your company must have completed a Dust Hazard Analysis by October 2018. OSHA inspectors making overall safety checks can ask for a company to present its DHA and may fine any company that hasn’t conducted one if the dust is a safety hazard.
How do you know if NFPA 652 applies to you and if you need to conduct a dust hazard analysis?
This standard applies to both new installations and existing facilities, so if your process produces dust of any type, it might apply to you. The first step is to conduct safety testing on your dust or particulate if you haven’t already. Because NFPA 652 is a combustible dust standard, the first step is to have a dust test performed. This will give you key information about whether your dust is combustible, how dangerous it is, and what steps you may have to take to address it.
A dust hazard analysis is a review process that looks at each part of the facility’s processes and evaluates any fire, deflagration, or explosion hazards that are present anywhere in the facility as the result of combustible dust. By this standard, it is not good enough to be able to show that you had your dust tested and that you have a dust collection system in place. The entire hazard analysis must be documented. This includes checking for the following hazards and documenting them completely:
Is the dust in this process or area combustible?
Is there dust accumulation in any part of the area?
At any point in this process, is the dust airborne or in a cloud (where it is easier to ignite)?
Are there any ignition sources that could ignite the dust?
Is there enough dust present during the process to allow a deflagration?
Once all these factors have been assessed, the dust hazard analysis needs to answer some very important questions about what’s being done currently and what needs to change in managing the hazards.
What hazard management is in place right now to deal with the combustible dust hazard in each area or process?
Does the current hazard management address all the issues that the hazard analysis uncovered?
If current hazard management isn’t enough or doesn’t cover everything, what steps need to be taken to improve it?
Keep in mind that this is necessary for each area or process in your facility, even if you have one centrally located dust collection system. For example, if your metalworking facility has plasma cutting, welding, and grinding or other fabrication processes, the DHA has to assess the hazards for each one. The weld fumes present a different type of risk than the dust from grinding, for example, and some processes produce a fine airborne fume instead of a heavy accumulating dust.
It’s possible that your DHA will find that you have your combustible dust and fume hazards under good control. If that’s the case, conducting the DHA will give you a full hazard report that meets NFPA 652 standards and that you can present to an OSHA inspector.
If your DHA identifies hazards that still need to be addressed, it’s still very important that you’ve done your work, documented all the combustible dust hazards, and are taking steps to fix problems. Contacting a dust and fume collection professional like Imperial Systems will help you identify your options. We can help you make sure that every area of your facility passes the dust hazard analysis.
NFPA 652 is the organization’s new attempt to prevent combustible dust damage, injury, and death in the workplace. A dust hazard analysis may take time and require good documentation, but it might help you catch a potentially dangerous problem. Take the time to conduct a dust hazard analysis, or have professionals come in and assist you. Address problems if you find them, and you’ll have a safer and healthier workplace.
Download our Dust Testing Sheet and call our team to have your dust tested for a KST value.
There are many things that can affect the hazard that your combustible dust presents. It’s possible for dust that is very safe under most circumstances to cause a dangerous explosion if something goes wrong. Here we’ll talk about some of the kinds of information that you may need to know about your dust to make sure you are protected.
Many engineers will recommend that you test your dust professionally before finalizing your system design. There are a variety of companies that do this; check with your systems engineer to find out who they prefer to work with. This will require you to send in a sample of your dust. If you have more than one type of dust (for example, fine dust from welding and heavier rough dust from grinding), you will want to send samples of all of them to make sure your system can be designed for maximum safety. Combustible dust explosions kill people every year and cause massive damage to property, and it’s worth controlling the problem safely in your facility.
Dust Test Measurements
PARTICLE SIZE (microns):
Some materials are very inert as large pieces, but will burn rapidly in small particulate. Particle size measurement is usually in microns. This is also important for filter efficiency. Particle size is also very important for health purposes: larger particles may be trapped in the nose and throat where they are easy for the body to get rid of, while fine particles (under 30 microns) travel deep into the lungs.
MINIMUM IGNITION ENERGY (MIE):
This is a measurement of how much energy your dust requires to ignite. Some dust requires a lot of energy to ignite (in some explosions, the source of ignition has been an overheating bearing or an open flame). Other dust can ignite with much less energy. Static charges can ignite many types of dust. MIE is how much energy the dust needs to make it ignite.
MINIMUM EXPLOSIVE CONCENTRATION (MEC):
This measures how much dust must be present to cause an explosion. This measurement is usually with airborne dust. It tells you how much dust in the air will ignite if there is a heat source around. This is important because it explains how much dust needs to be floating around in the air to cause an explosion. A secondary explosion, which happens when dust that accumulates in the area lofts into the air by the first explosion, can involve a lot more dust and be a lot more dangerous.
MINIMUM AND MAXIMUM EXPLOSION PRESSURE (PMINand PMAX):
The minimum and maximum explosion pressure. Personnel conduct tests on dust inside a container that can measure pressure. Pminis the smallest amount of pressure that ignition of the dust can produce. Then there’s Pmax, which is more important. It is the maximum amount of pressure that explosive ignition can produce.
Pmaxis measured by increasing the concentration of dust inside the closed chamber and measuring the pressure of the explosion until the maximum is reached (until the greatest possible amount of damage has been determined). This is an important calculation because it allows you to calculate how much damage your dust is capable of doing inside a closed container (like ductwork or a dust collector).
MAXIMUM RATE OF PRESSURE RISE/DEFLAGRATION INDEX ( KST):
This measurement is done in a similar way to Pmax. A mathematical formula converts Pmax to KST, taking the volume (size of the chamber) out of the measurement.
KSTis an extremely important test! The Pmaxmeasures the maximum pressure that the dust could exert exploding in a closed space, but KST is a general measurement of explosiveness. It is a standard measurement for dust collection system design purposes.
The Importance of KST
KST is a measurement of explosion pressure, NOT of combustibility. A low KSTdoes NOT mean that your dust cannot burn and cause catastrophic damage. KSTonly tells you how strong the potential explosive force, not how flammable the dust is.
A KSTof 0 means that dust is not combustible; its Pmin and Pmax are 0 and in a testing chamber it cannot produce any explosion.
A KSTof greater than 0 means the dust is combustible; testing Pmax can create an explosion in the testing chamber. From 0 to 200 (which includes many metal dusts) the explosion class is 1; a weak explosion. NOTE: a “weak explosion” does not mean “no damage”! The catastrophic Imperial Sugar explosion that destroyed a building and killed over a dozen people was caused by sugar with a KST of 1.
A KSTfrom 200 to 300 is a strong explosion (Class 2), and could include things like cellulose dust, other organic fine dust, and some metals and plastics.
A KST over 300 is a very strong explosion (Class 3). Aluminum and magnesium dust are in this category.
Any dust with any Kst above zero is potentially combustible and can cause an explosion. Your system will require appropriate fire and explosion prevention. Fire prevention is key to keep ignition sources out of the dust collector, including spark traps, abort gates, and water or chemical suppression systems. Explosion vent panels are also critical to make sure that an explosion does not cause serious damage if it does occur.
Dust Testing: Putting the Pieces Together
As you can see, all of these pieces of information are important when testing your dust.
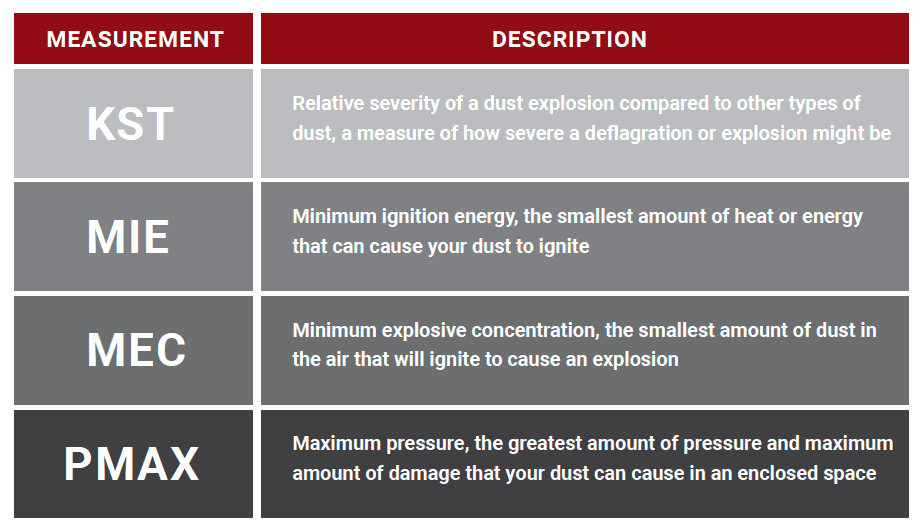
– The KST (which is calculated from PMax) tells you how strong an explosion is likely to be.
– The size of the dust is important in determining whether it is combustible.
– The MIE tells you how much or how little energy it will take to ignite your dust
– The MEC tells you how much dust in the air will risk an explosion
A dust with a low KST (sugar, as an example, but also many metals) has a low but not zero KST. It is not going to cause a strong explosion. However, in one facility that had a lot of accumulated sugar dust, an overheating piece of equipment exceeded the dust’s MIE value and ignited it. With so much sugar in the air, the MEC was also exceeded and the dust in the air ignited explosively.
To review: in this instance, a dust with a LOW KST(sugar) was in contact with a heat source that exceeded the MIE and ignited the dust. Because there was a large amount of dust in the air, the MEC was too high and the dust exploded. Secondary explosions caused even more damage because the explosions blew dust into the air and raised the MEC even more. For more information on this incident, see the Chemical Safety Board’s report of the Imperial Sugar Explosions.
While this explosion did not have a high pressure, it did create multiple large low-pressure explosions that blew apart the building and caused numerous deaths. A low KST does not mean your facility is safe from combustible dust explosions.
Creative Pultrusions manufactures fiber reinforced plastic for the infrastructure, marine, and other corrosion-resistant markets. Fiber reinforced plastic is durable, resistant to corrosion and damage over time, and makes an excellent support material for many projects.
The company not only manufactures large pieces of fiber reinforced plastic, but they also do many kinds of secondary work, including drilling, sanding, cutting, and CNC machining, which produce large amounts of dust. Testing identified this dust as weakly combustible.
When Creative Pultrusions ran into OSHA’s increased interest in combustible dust management, they considered upgrading their current system of vacuums and slide gates, but discovered that a new system from Imperial Systems was just as cost-effective as trying to rebuilt the old one.
Working with Creative Pultrusions, Imperial Systems was able to design for them a turnkey CMAXX Dust & Fume Collection system that met all of their needs. Once main concerns was air flow to the very large CNC machines that the company uses on large pieces of material. With specially engineered and placed fans, the CNC machines got all the airflow they needed, and the rest of the facility got the dust protection that it needed.
In a large facility where there are so many different stations for grinding, sanding, drilling, and machining, there are many locations for dust to be produced. Imperial Systems was able to design a system where dust was safely captured at all of these check points and removed from the work area.
One important aspect of the system designed by Imperial Systems was the complete fire and explosion prevention equipment that helped them meet NFPA standards on combustible dust. The system even allowed them to increase safety and dust control in areas that hadn’t had sufficient dust collection before the new system.
The company feels safer from combustible dust risks, and they feel confident that they are meeting all NFPA standards and they are prepared for any of OSHA’s expectations. Because Imperial Systems products are built to last, the company remains just as happy with their system today as they were the day it was installed, and confident that they made the right decision in choosing to go with Imperial Systems.
At the time, as a company still building our reputation in the dust collection field, the opportunity to work with a local Pennsylvania company to showcase our skills was a great chance to prove everything we are capable of, and the system we designed was, and continues to be, a showcase of the quality of work that we provide to our customers every day.
We continue to provide as-needed maintenance and support to Creative Pultrusions as their needs grow and adapt. Customer service is a hallmark of Imperial Systems and our field service teams are second to none in their level of expertise and skills.
If you are looking for a new dust collection system, please take a few minutes to watch the video and hear the people from Creative Pultrusions describe in their own words how this system has changed their facility and provided them with exactly what they were looking for.
1. What information do we need to start designing a system and what are the considerations for ductwork?
First, you need to know about your dust. Important details: how it’s being generated, how toxic or hazardous it is, what exposure levels OSHA considers to be too high, whether it is combustible and/or explosive, particulate size, physical characteristics.
Combustible dust will certainly require special precautions in the system design to protect the facility and workers from deflagration or explosion. Dust testing can determine how explosive dust is and the needed precautions.
A general layout of the facility and each location generating dust.
A sketch of the ductwork layout, including the location of the dust collector, fans, and ductwork branches.
A plan for the type of hood to use at each of the dust capture locations. Also, how much CFM each one will require.
2. What are the basic components of a dust collection system?
Hoods: must be the correct design for each type of machine. They must also be efficient at removing the produced dust by that machine.
Ducts: must be the correct size to allow proper airflow and keep air moving. They also must not have too many bends or elbows to slow down the airflow. This can allow particulates to drop out of the airflow. It can also create a point for wear and tear on the ductwork.
Fan: the fan must be powerful enough to keep air moving through all the ductwork at a high enough velocity. Drops in velocity or not enough velocity can allow dust to fall out of the air stream.
Collector: must be the correct size for the system. It must have an air-to-cloth ratio that makes it able to filter all the air coming into the collector. Must have correct filter material to handle the size and type of particulate. This could be DeltaMAXX nanofiber for most applications, or spunbond, PTFE, or other specialized filters for particular applications. Further, filters must be fire-retardant if the dust is flammable.
Fire Prevention: devices such as spark arrestors can help keep sparks from entering the dust collector. A water or chemical fire suppression system can extinguish sparks or flame when a sensor detects them.
Venting/Exhaust: If returning air to the building, it must be clean enough to meet all health and safety standards. If dust is toxic, it may necessitate an extra layer of safety in the form of HEPA filters. A backdraft damper can prevent backdrafts from allowing dust back into the system. An abort gate with spark detector can sense a spark or flame, diverting the flame in a safe direction.
3. What is the process for designing a ductwork system?
System design should start with identifying each place that a hood or other source capture point needs to go. In other words, anywhere that generates dust.
Use appropriate calculations to figure out how much CFM you need at each of these points
Determine the minimum duct velocity. This is based on the transport velocity (the airflow needed to keep your particular dust moving in the air stream).
Calculate the size of duct for each branch. This is based on the CFM and the transport velocity and will be different for different spots along the ductwork.
Increase duct velocity at each branch to maintain transport velocity until all branches are connected to the main duct.
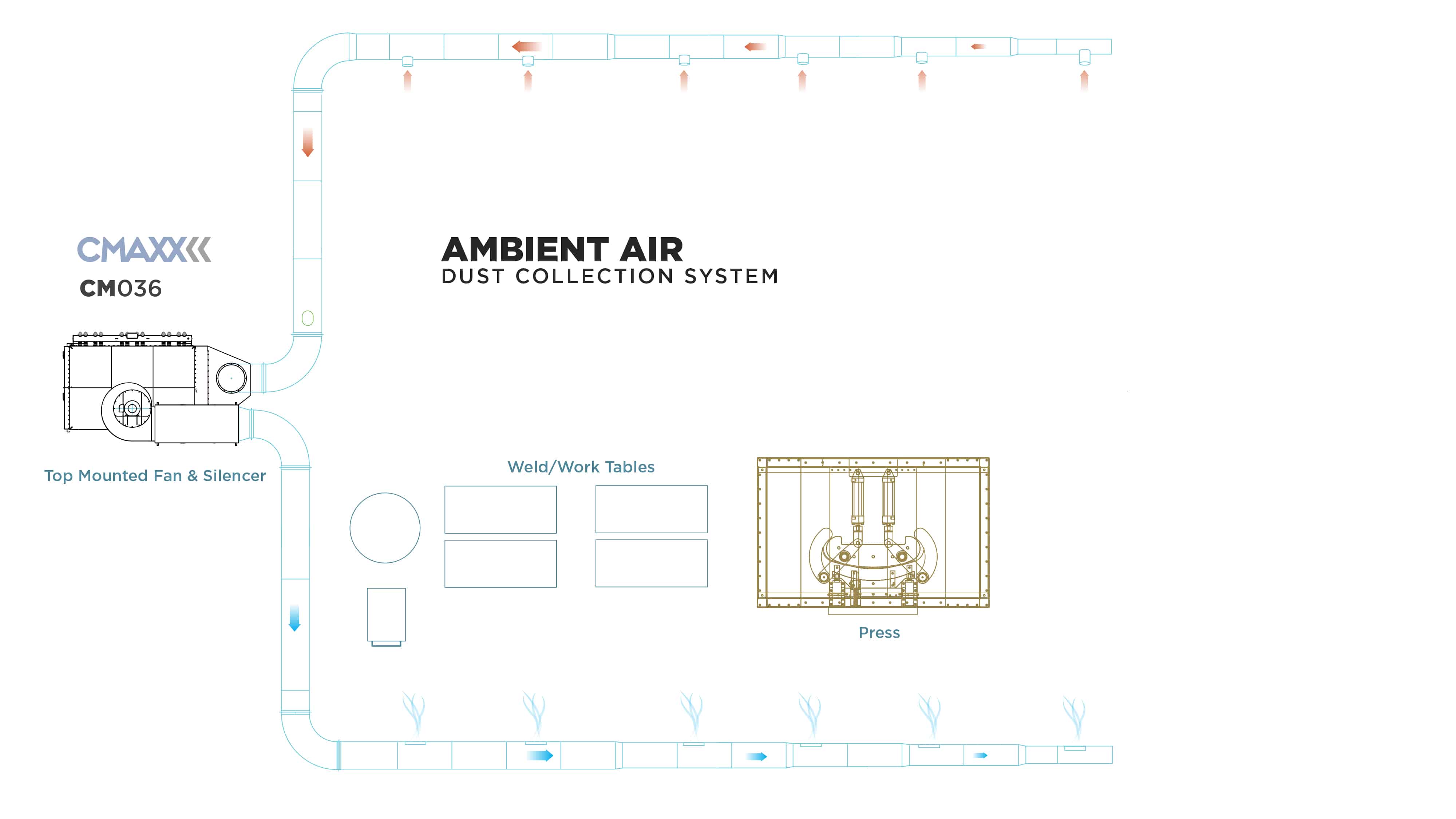
4. Will this be an ambient system or source capture system?
Ambient system: removes air from the entire work area. It filters and recirculates it back into the area, diluting contaminated air with clean air.
Air changes per hour: the number of times per hour that the total amount of air in the area changes. This is from old/contaminated air to new/clean. The calculation is made with the cubic volume of the work area and the number of required air changes to maintain air quality.
Source capture/close capture: captures generated dust at each point throughout the facility.
This type of system must have properly designed hoods at every capture point. Perform and double-check your airflow calculations. Specialty hoods can be designed for almost any application.
Static pressure in these systems is an algebraic formula. It includes a loss at hoods, flex ducts, transitions, and straight ductwork runs. Minimal use of elbows and flex ducts in the ductwork runs will greatly improve system efficiency.
For dangerous or toxic dust where exposure must be kept to an absolute minimum, a close capture system will keep the material from entering the air of the general workplace.
We hope this set of articles about ductwork help to answer some of your questions. Please thank the knowledgeable and experienced Charlie Miller for providing so much valuable information and sharing his wisdom.